- Главная
- О компании
- Прайс-лист
- Редукторы
- Цилиндрические двухступенчатые
- Для сельского хозяйства на транспортёры типа ТСН
- Червячные одноступенчатые
- Червячные серии NMRV и DRV
- TOS ZNOJMO (Чехия)
- Червячные двухступенчатые
- Цилиндрические соосные
- Цилиндрические одноступенчатые
- Цилиндрические трёхступенчатые
- Крановые вертикальные
- Крановые горизонтальные
- Крановые специальные
- Коническо-цилиндрические двух и трёхступенчатые
- Специальные
- Мотор-редукторы
- Подшипники
- Прочее
- Вентиляция
- Лебёдки
- Редукторы
- Наши отгрузки
- Библиотека редукторов

Системы автоматического управления любой сложности под описанные Вами задачи, типовые решения для вентиляционного, противопожарного оборудования, тепловых пунктов, компрессорных и насосных станций, шкафы АВР.
Открыть▼
▼
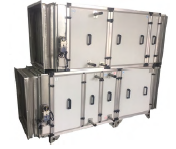
ПРИТОЧНО-ВЫТЯЖНЫЕ УСТАНОВКИ
Производство приточных, вытяжных и приточно-вытяжных установок.
Производство центральных кондиционеров, приточных, вытяжных и приточно-вытяжных установок различной сложности от 10 до 15 рабочих дней! Вся продукция сертифицирована.
Открыть▼
▼

УЗЛЫ ТЕРМОРЕГУЛИРОВАНИЯ.
Смесительные узлы от производителя.
Узлы терморегулирования (смесительные узлы) - собственное производство в кратчайшие сроки.
Открыть▼
▼